





 About Us
About Us 2025-04-16
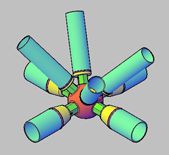
2025-04-16During space frame installation, small bearing steel balls may easily cause collisions between members, hindering installation progress. In construction drawings for large-scale space frames and uniquely shaped space frames, bolt spheres (bearing steel balls) with diameters exceeding Φ300mm often appear. However, various factors such as market availability, production processes, and on-site installation conditions ultimately impede installation.
Adjustment methods available include:
Component Replacement/Modification: When conditions permit, replace oversized spheres or modify corresponding members.
Partial Cutting and Weld Repair: When replacement is impractical, cut and remove the cone head and part of the member at the collision point. Fabricate a steel plate 2-4mm thicker than the original wall thickness and weld it in place. Both the cut edges of the cone head/member and the repair plate require groove preparation (using an angle grinder). After welding, grinding and rust removal are performed, followed by applying two coats of anti-rust primer.

Handling Non-uniform Welds:
In some projects, non-uniform welds frequently occur at joints between steel pipes and cone heads (or gusset plates). For large-diameter, thick-walled members, multiple welding passes are required to achieve wide, thick welds. For installed space frames under self-weight, repair welding is feasible. For fully loaded roof structures, appropriate supports or segmented welding intervals should be implemented to prevent full-section high-temperature exposure of members.
Cone Head Fabrication and Welding Quality Issues:
During member assembly, misalignment between the cone head bore center and pipe axis exceeding 0.02mm often occurs. This creates eccentric loading conditions and unmitigated stress concentrations, reducing load-bearing capacity. Partial pressure testing is required to induce plastic deformation in the cone head baseplate, adjusting axial misalignment caused by excessive concentricity errors.



