





 About Us
About Us 2024-08-06
2024-08-063.Solution to problems of space tube truss structure
3.1 Problems and methods of butt jointing of supervisors with different wall thicknesses
The butt joint of the main pipe with large span and variable cross section is the place where the joint problem of unequal wall thickness often occurs. The design unit often requires all the main pipe joints to be grooved in the factory and requires the folded plate to be used as a liner. However, the application of a large number of internal groove components in the construction will lead to the extension of the construction period and the increase of difficulty. Moreover, because the domestic seamless pipe manufacturing technology still has a certain gap with foreign countries, the method of rolling pipe must be used, which has caused the roundness difference of straight seam steel pipes.
According to the relevant regulations, the deviation rate of the outer diameter of the straight seam steel pipe cannot be greater than or less than 0.75%, and the deviation of the bending degree cannot be greater than 3.0mm/m. When welding two components, the width and thickness of the weldment are not equal. If there is a gap of more than 4mm in the thickness of the weldment on one side, then the width and thickness directions, along one or both sides Made into a bevel, the slope of this bevel should be controlled within the range of less than or equal to 1:2.5. In addition, the welded member can be fixed by adding ribs along the vertical direction of the welded seam, and by adding a hoop at the weld position.
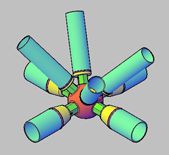
3.2 Problems and solutions of invisible welding at lap joints of K type
In terms of node structure, lap joints can be divided into gaps, partial laps and complete laps. In the process of design and construction of these different structures, how to lap has become the most critical issue, which will also increase the internal hidden probability of welding. The relevant regulations do not have specific provisions on this issue.
Normally, the diameter ratio of the main pipe to the web should be controlled within a range of greater than or equal to 0.2 and less than or equal to 1, and the overlap between the webs should be controlled within a range of greater than or equal to 25%. In the selection of nodes, more gap nodes should be selected instead of partially overlapped nodes, because gap nodes are easier to assemble than partially overlapped nodes. The hidden parts of partial lap joints are generally not welded. Only when the unbalance coefficient between the web member and the main pipe is greater than 1.5, then partial lap joints must be welded. For the selection of overlapping joints, it should be noted that the overlapped pipe and the overlapped pipe must overlap at least 25% of the width. The best choice is to have a general width overlapping. In addition, for partially overlapped K-type joints, if there is a gap of less than one-fifth between the internal force in the vertical direction of the main pipe and the internal force in the abdominal tube, then the toe of the overlapped member does not need to be welded.
In addition, in lap joint members, the ratio between the outer diameter of the circular tube and the thickness of the member wall cannot be greater than 100. The overlapping rate of K-type joint members should be controlled within the range of greater than or equal to 25% and less than or equal to 100%. If the thickness of the web members is different, then when welding, a thin-walled pipe should be built on top of the thick-walled pipe. To sum up, in the design of space tube trusses, it is not only necessary to consider the bearing force of the members and the joints of the members, but also the structure of the joints. To the key role of linking the previous and the next.
3.3 Construction steps of space tube truss
“Spot welding first, then full welding” is the main procedure of pipe truss construction. If there are lap joints in truss construction, it is necessary to clarify in advance the lap joints that need to be welded. Effectively confirm the order of component installation to prevent building safety hazards due to the inversion of component installation sequence. The installation steps of the space pipe truss are usually: the supervisor is installed first, and then the pipe is installed. After each pipe is installed, the toe of the straight pipe is welded, and finally the weld between the branch pipe and the branch pipe is welded.
3.4 How to patch the intersecting mouth
In the construction of a construction project, the whole process from design to construction cannot be perfect, and there will be some deficiencies or errors more or less, especially human errors during the construction process will increase the probability of these errors. These mistakes often cause excessive gaps in the intersecting openings, and it is necessary to check for gaps and fill in gaps in a timely and effective manner.
1)If the length of the intersection between the truss and the main chord is greater than 8mm, one solution is to completely replace the intersection. The second method is to cut the part of the structure around the intersection. The cutting requirement is a long oval shape with a length of Greater than or equal to 500mm, replace the cut part, and groove welding should be performed in the replacement.
2)If the gap between branch pipe intersecting openings is too large, it is necessary to patch the local components of branch pipe intersecting openings. The patch is required to be long oval, and the length must be greater than or equal to 300mm. The welding requirements are also groove welding.
The role of steel structure in the field of construction is becoming more and more important, because the steel structure has a smaller weight and higher strength, and its plasticity and flexibility are stronger than other materials. Steel structures have also been applied to the space structure system, especially for large scale venues with large spans and high elevations. The design of space steel structure pipe trusses as its roof structure has many advantages and meets the requirements of large-span venues. And it conforms to the basic principles of aesthetics, practicality, economy and safety in architectural design. This design structure will be used more in actual buildings in the future.



